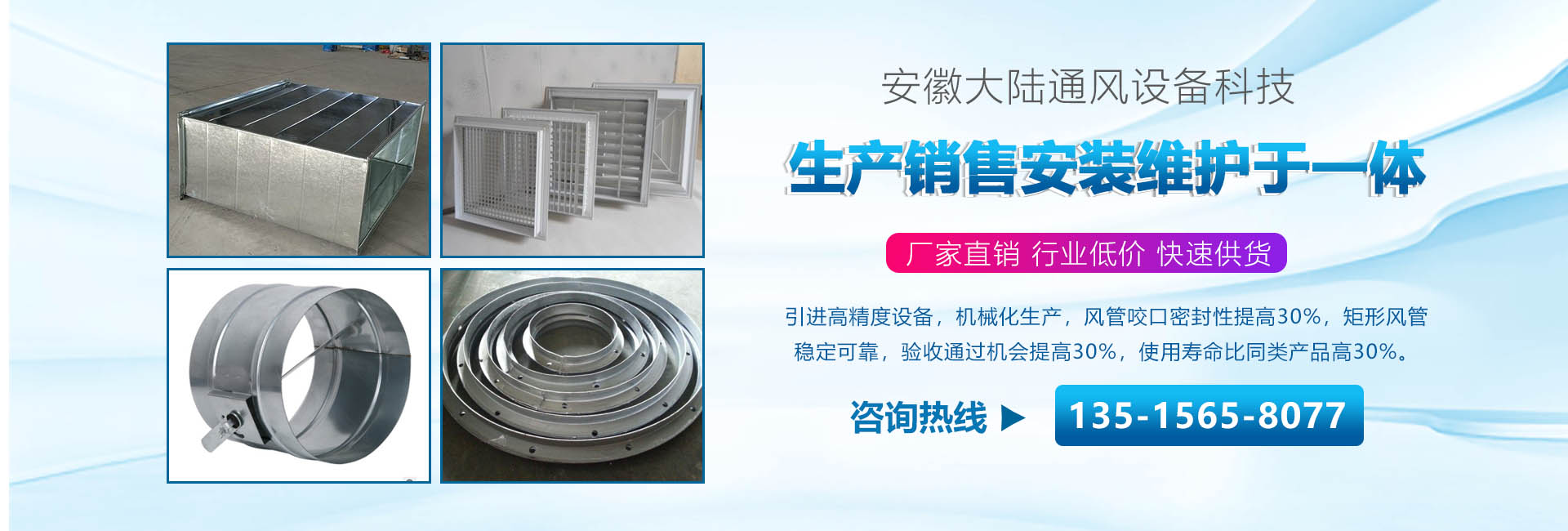




薄钢板矩形弯头角度不准确表现形式:弯头的表面不平,管口对角线不相等,咬口不严。产生的原因分析:弯头的侧壁、弯头背和弯头里的片料尺寸不准确;两大片料未严格角方;弯头背和弯头里的弧度不准确;如采用手工进行联合角型咬口,咬口部位的宽度不相等。
圆形风管不同心表现形式:风管不直,两端口面不平,管径变小。产生的原因分析:制作同径圆形风管,下料角方的直角不准确;制作异径正心圆形风管,螺旋风管施工,展开下料不准确;咬口宽度不相等。

风管加工:根据风管长边尺寸进行合适的选料。按正确的放样进行制作。风管翻边时,翻边应留有不小于6mm的余量,翻边不能遮住螺栓孔,咬口边要用剪刀进行倒角或开角,合肥螺旋风管,且不开裂,形成弧形翻边。若翻边四角开裂,螺旋风管厂家直销,应采用锡焊或密封胶填补,防止风管漏风风管板材厚度小于1.2mm时可以采用联合角或按扣式咬口,大于1.2mm时采用焊接。风管成型后与法兰连接采用铆接,铆钉距风管壁距离不得大于50mm,螺旋风管哪家好,各铆钉间距不得大于150mm。

1、检查风管板材放样是否符合风管制作任务单的要求,划线是否正确,板材有否损坏。检查刀具刀片安装是否牢固。检查刀片伸出高度是否符合要求。
2、直按切边要求选择左45°单刀刨或右45°单刀刨。将板材放置在工作台上,方铝合金靠尺平行固定在恰当位置。
3、角度切割时,要求工具的刀片安装时向左或向右倾斜45°,以便切出的“V”型槽口成90°,便于折成直角。切割时刀具要紧贴靠尺以保证切口平直并防止切割尺寸误差。
4、板材切断成单块风管板后,将风管板编号,以防不同风管的风管板搞错。
5、扎压风管曲面时,扎压间距一般在30~70cm之间,扎压深度不宜超过5mm。板材压弯利用折弯。



 在线客服
在线客服 13515658077
13515658077 370869838@qq.com
370869838@qq.com


